
The road to a climate-neutral future is a gradual one. Project ONE already makes a quantum leap by making maximum use of the very best of contemporary technology. Buyers of ethylene from Project ONE can save two million tonnes of CO2 emissions every year as they will no longer have to rely on ethylene from more polluting plants.
But our ambition goes further. We have built in the necessary flexibility in our facilities to further reduce our footprint and integrate other technologies as soon as they are mature. It is, for example, technologically possible to feed the crackers and steam boilers of Project ONE entirely with hydrogen. The condition is the availability of sufficient climate-friendly hydrogen. With the investments that are currently being made in hydrogen technology, also in Flanders, this possibility will be within reach in the future. In addition, we foresee space in our design for a carbon capture plant, so that this option can also be exploited.
Ground-breaking for European chemistry
The chemical industry is a cornerstone of the European economy. However, the industry has experienced a set-back in the last couple of decades due to competition with China and the US. We believe that Project ONE will help reverse this decline and make Europe a pioneer again.
Flemish engineers are already helping to build Project ONE. And we are looking for more engineers and people with Bachelor of Science degrees to work on this chemistry project of the future.
In the last 20 years no one has invested such a significant amount (multiple billions) in the European chemical industry. Indeed, the youngest ethylene installation (ethane cracker) in Europe is now 25 years old. In recent years, new chemical plants have been built primarily in America, China and other parts of Asia, taking advantage of local, competitively priced raw materials and growing economies and demand. In 1998 the European Union reported capital spending of €21 billion, making up a third of global chemicals investment. It was then the largest chemicals investor, dominating the chemicals world ranking at that time. As demonstrated in the graph the EU investment market share lost about two thirds of its original value in 20 years, down from 32.8% in 1998 to 11.8% in 2019.

Thanks to highly advanced technologies, Project ONE will be one of the most energy-efficient and raw materials efficient olefin complexes in Europe. We’ll raise the bar for our peers.
Project ONE’s positive impact on Antwerp and Europe:
- Bring renewal to the industry with state-of-the-art technology and the lowest environmental footprint
- greater competitiveness
- attracting other investments
- 300 direct high-value long-term jobs and 150 contractor jobs when the site is operational
- Each Project ONE job will create 5 more at other companies
- numerous opportunities for local collaborations with engineering and construction partners and local contractors
- engine for further developing the local economy

Project ONE:
new ethane cracker in Antwerp
What is Project ONE?
Project ONE aims to build an ethane cracker in the Port of Antwerp with a nameplate capacity of 1450kt of ethylene per year.

Project ONE is designed to be one of the most efficient and sustainable chemical plants in Europe.
A hyperefficient cluster
In undertaking Project ONE, we will be building and installing similar infrastructure that you would find in any small town or village, including roads and pavements, utilities (water, gas and electricity, drains and sewers), offices and workshops. In addition there will be one manufacturing unit, tankage and a significant amount of associated infrastructure. Everything will be connected ingeniously – with all processes as integrated as much as possible for maximum energy-efficiency.
But you don’t build such a site overnight. We’re estimating about 4 – 5 years. A large number of colleagues are working on it.
Ethane cracker
- Converts the odourless and colourless ethane gas into ethylene.
- Hydrogen, a by-product of the cracking process, is used as a zero CO2 fuel for the furnaces.
- Environmental footprint: less than half of a conventional (naphtha) cracker of a similar size.
- Designed, built and transported by ship to the site in modules. These modules can weigh up to 6000 tons and be as large as 50 metres long, 40 metres wide, and 60 metres high.
Infrastructure
In order to support our installations, we will build:
- Pumps and pipes to transport ethylene.
- Storage tanks with double encasing. Outer tank made of reinforced concrete
- An electrical distribution network and kilometres of pipe racks and tracks and cable routes to supply Project ONE with electricity, process and demineralized water and other utilities.
- Kilometres of new paved roads, footpaths, underground systems and lighting.
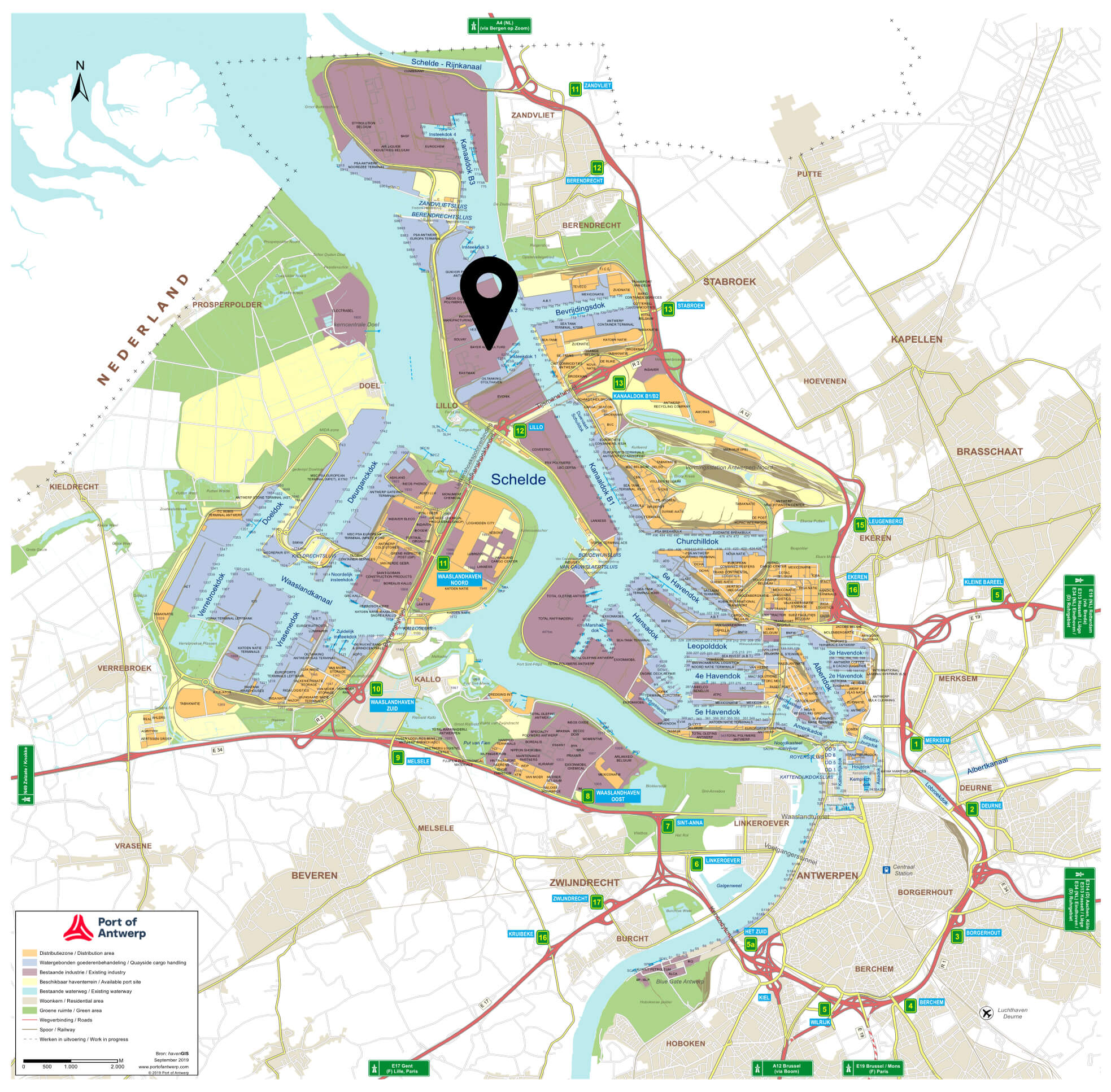
Conscious choice for Antwerp
Constructing Project ONE in Europe, and more specifically, in the port of Antwerp? That’s a conscious choice. It has been a home of the wider Ineos group for some time now.
- 10 separate production sites (with lab) and three sales offices in Belgium. R&D operation in Neder-over-Heembeek.
- including 8 separate production sites in and close to Antwerp: Doel, Geel (2), Lillo (2), Zandvliet (2) and Zwijndrecht
- employing 3050 people

Project ONE: why in Antwerp?
- Strategic location: industrial area with deep-sea access and with connections to the large olefin pipeline networks in north-western Europe.
- Excellent relationships with the port community.
- Fully committed to innovation with highly educated and technically trained employees.
- Project ONE gives a significant boost to the competitive position of the Antwerp petrochemical cluster. In the last 20 years, investments of this magnitude have gone exclusively to other regions, especially China. Project ONE breaks this trend and will bring prosperity to the Antwerp region. By attracting additional investments and creating 300 permanent, high-quality jobs.
The INEOS story began in 1998 in Zwijndrecht, in the Port of Antwerp.

Reducing the impact of Project ONE
The olefins that we will produce will have an environmental footprint that is less than half of the average European naphtha cracker.
We are able to do this thanks to:
conversion efficiency of raw materials
In the design of the ethane cracker, very ‘selective’ technologies have been chosen that contribute to a maximum conversion of the raw materials into high-quality chemicals. This results in a particularly high carbon-efficiency of more than 86% – which is much higher than in installations that use naphtha (crude oil component) instead of ethane. This means that 86% of the carbon in the raw material is converted into a high-quality chemical building block.
maximum energy-efficiency
We are aiming and designing for optimal integration: the coolness of the raw materials and the heat from the furnaces of the ethane installation are used elsewhere to save energy.
much smaller CO2 footprint
The CO2 footprint of Project ONE’s installation (the ethane cracker) based on ethane gas is less than half of the European naphtha crackers for the same volume of production of chemicals with high added value (the so-called High Value Chemicals or HVC).
- Selective processes: for every ton of carbon that we put into the process, almost a ton of High Value Chemicals comes out.
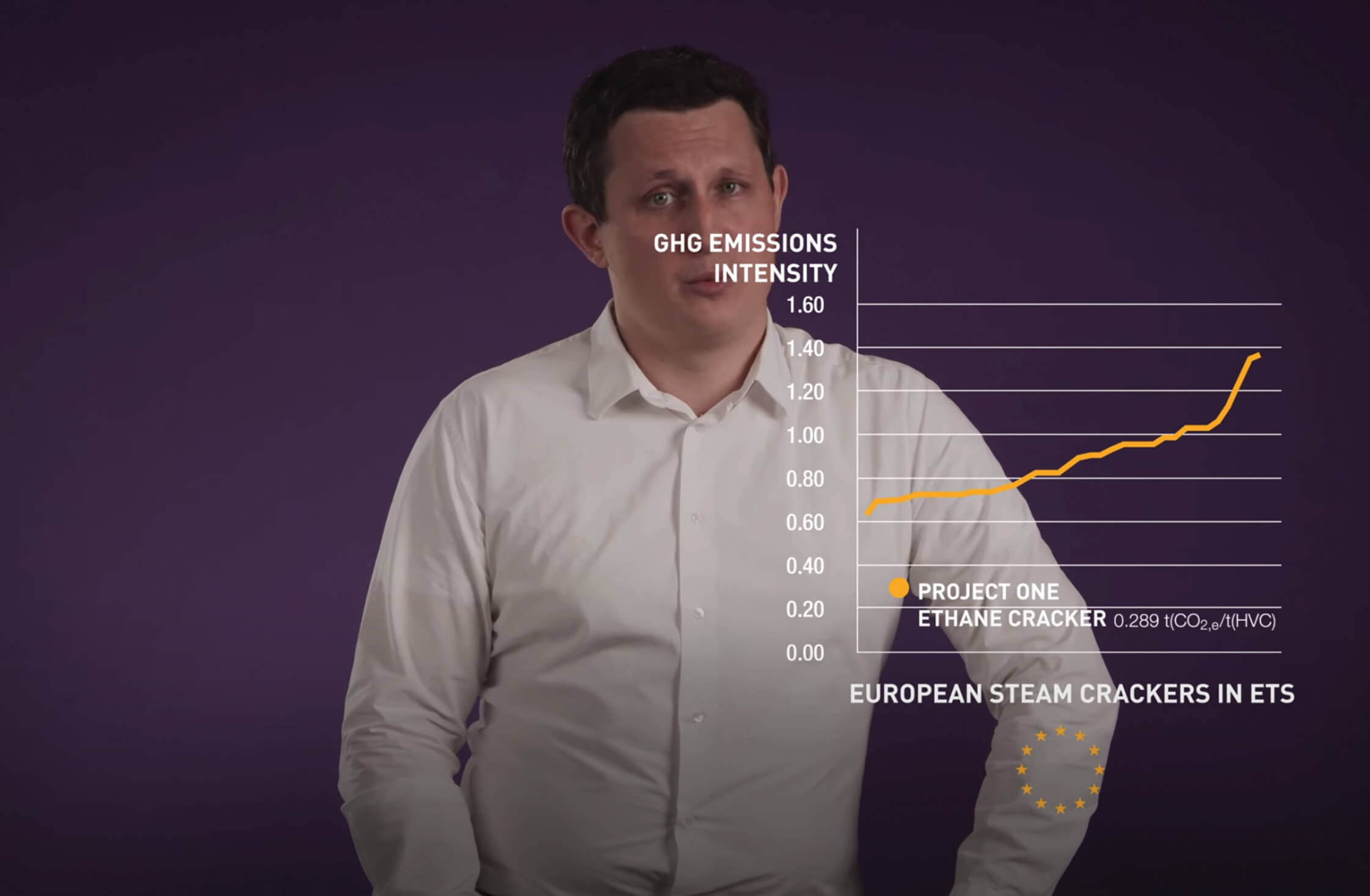
- Ethane installation = benchmark for carbon footprint as its CO2 emissions are less than half of the next best steam crackers in Europe and only a third of the average European cracker
- The hydrogen that is generated during the production of ethylene (more than 100,000 tons of per year) will be used as environmentally friendly fuel as burning hydrogen does not release any carbon. This reduces our carbon footprint substantially, displacing traditional hydrocarbon-based fuels. And our electricity use is covered by renewable energy, for which we concluded three large wind energy contracts with Eneco, ENGIE and RWE. Together, they bring the purchase of Belgian offshore wind energy by INEOS to 205 MW, good for a reduction in CO2 emissions of almost 3 million tonnes.
- The supply of ethane via our ultra-modern ships also contributes towards reducing our carbon footprint. The same holds for the transport of our products via pipelines.
If we compare the Project ONE ethane cracker with all other European crackers within the European Emission Trading System (ETS), we see that we are literally shifting the standard. In the steam crackers category, Project ONE emits 0.29 tonnes of CO2 per tonne of product, putting it at 43% of the benchmark (0.68 tonnes). The benchmark is determined by the 10% best performing plants. Once our ethane cracker goes online, it will affect the benchmark, which will encourage other players to make additional sustainable investments or they will have to pay more for emission rights.
READY TO MAKE THE TRANSITION TO ZERO CARBON
The route to a climate-neutral future runs in stages. Project ONE is already making a fundamental difference by making maximum use of the very best of what today’s technology offers. Customers supplied with ethylene from Project ONE can reduce their CO2 emissions by 2 million tonnes per year because they are no longer dependent on ethylene from more polluting plants. And our ambition reaches even further. For example, it is technologically possible to feed the cracking furnaces and steam generators of Project ONE entirely with hydrogen, provided that enough climate-friendly hydrogen becomes available. With the investments currently being made in hydrogen infrastructure, including in Flanders, it looks like this will be possible in future. Thanks to our flexible design we can also utilise carbon capture and electrification when these technologies mature.
Building blocks for a better life
Ethylene is the building block for a wide range of products essential to our daily lives:
- Construction:
water, gas and sewer pipes that last at least 50 years, cable insulation, insulating foam, … - Household appliances:
components within vacuum cleaners, washing machines, … - Healthcare:
medicines, syringes, oxygen masks, face shields, gloves, disinfectant hand gel, … - Automotive sector:
lightweight parts for bumpers, interior upholstery and trim, battery holders, … - Renewable energy:
lubricants and blades for wind turbines, solar panels, … - Packaging industry:
beverage crates, stock boxes, film to meet hygiene and sterile conditions for food and medical applications …

So much more than plastic
Project ONE will produce the gaseous building blocks for all kinds of applications in chemistry – so much more than just plastic. The image of plastic is being challenged nowadays, but it is indispensable in our modern lives: to reduce food waste, keep medical equipment sterile, and save energy, for example.
Plastic itself is not bad – but handling it irresponsibly is. That’s why, at INEOS, we are dedicating ourselves to the responsible use of our materials. And why we’re making an important contribution to the circular economy with our recycling programmes.
Propylene is a basic raw material for the production of isopropanol. Ethylene for ethanol. Each is a vital ingredient for disinfectant hand gels and alcohol wipes – which are indispensable during the corona pandemic.

Are plastics really the root of all ecological evil?
According to Prof. Kim Ragaert from Universiteit Gent it is about time we put more facts and less emotion in the plastics shaming debate which is going on. Watching her ‘Plastics Rehab’ TED talk is definitely an eye-opener.
Do not go blindly to war on plastics because they are the most visibly littered material. Plastic waste should be reduced, not plastics. 80% of plastic waste dumped in nature is generated by us, humans.
Realize that plastics are functional and precious resources which we should keep in the materials loop. Is food packaging really necessary? Well, less than 2 grams of plastic package protect a cucumber. This will extend its ‘shelf life’ by eleven days! A little bit of plastic will prevent a whole lot of food waste.
Plastic haters should consider the environmental footprint of the alternatives: if we were to ban all plastic packaging and replace it with the alternatives (paper, glass, aluminum) the amount of materials and energy required would explode (materials x3,6; energy x2,2). As a result C02 emissions would almost triple.

At a glance
the lifecycle carbon emission
of producing ethylene in our unit is less than half of producing the equivalent amount of product in a naphtha cracker
Hydrogen
produced during the conversion of ethane to ethylene and used as environmentally friendly (carbon-free) fuel on the plants